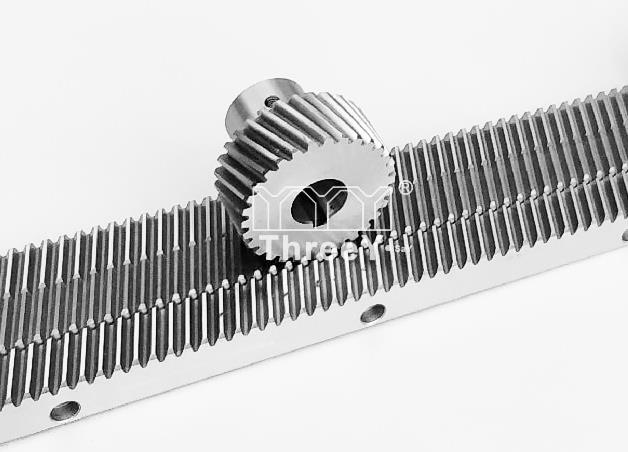
齿轮、齿条的装配工艺主要包括以下步骤:
检查工件安装面及承靠面的公差是否符合设计标准,以导轨为基准,利用千分表检测。
确认齿条是否残留磁性,若有磁性,应进行消磁处理。
齿条安装从中间往两端安装,假设10根1米的齿条拼接,以第5/6根开始安装,第一根安装的齿条应让螺孔与螺栓尽量保持在同一中心,防止后续齿条出现螺栓与孔位干涉现象。
安装第一根齿条时,夹具应靠近螺孔位置均匀分布,使齿条完全贴紧承靠面,并由中间往螺栓两边锁紧螺栓。
使用扭力扳手,按照螺栓的扭力要求锁紧齿条。
安装第二根齿条时,先以百分之十的锁紧力预紧,在拼接处配合安装规,调整齿条间隙,再以百分之五十的锁紧力锁紧,待调整好齿条拼接间隙,再以建议扭力值锁紧。
该处锁紧螺栓顺序为从右到左,即后续齿条参照以固定好的齿条往待安装的方向为顺序锁螺栓。
在装配前,需要清理齿条安装基准面,去毛刺、油漆、残渣等,确保安装面干净整洁。
装配过程中,需要对齿轮进行微调,以达到更好的精度控制。
以上就是齿轮、齿条的装配工艺的主要步骤,希望对你有所帮助。